以下是:辽宁水电站清污机源头厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发/台 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 699 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 碳钢,不锈钢 |
|---|
| 产地 | 河北邢台 |
|---|
| 规格 | 齐全 |
|---|
| 类型 | 清污机,拦污栅 |
|---|
| 颜色 | 银灰色 |
|---|
| 品牌 | 康禹 |
|---|
| 型号 | 齐全 |
|---|
| 可定制 | 是 |
|---|
辽宁水电站清污机源头厂家_新疆克拉玛依市闸门启闭机厂家(康禹)水工机械厂,固定电话:13001850829,移动电话:13001850829,联系人:李峰岩,QQ:1363194730,新河县城西开发区发货到克拉玛依 发货到 新疆克拉玛依市。 新疆维吾尔自治区,克拉玛依市 克拉玛依市(维吾尔语:قاراماي شەھىرى),别称油城、黑油山,人均GDP超过24万元,是新疆维吾尔自治区辖地级市,是国家重要的石油石化基地和新疆重点建设的新型工业化城市及世界石油石化产业的聚集区。截至2022年,全市下辖4个区,总面积7733平方千米,常住人口48.7万人,城镇人口48.2万人,城镇化率98.97%。
准备好领略辽宁水电站清污机源头厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您全面了解它的独特之处。
以下是:辽宁水电站清污机源头厂家的图文介绍



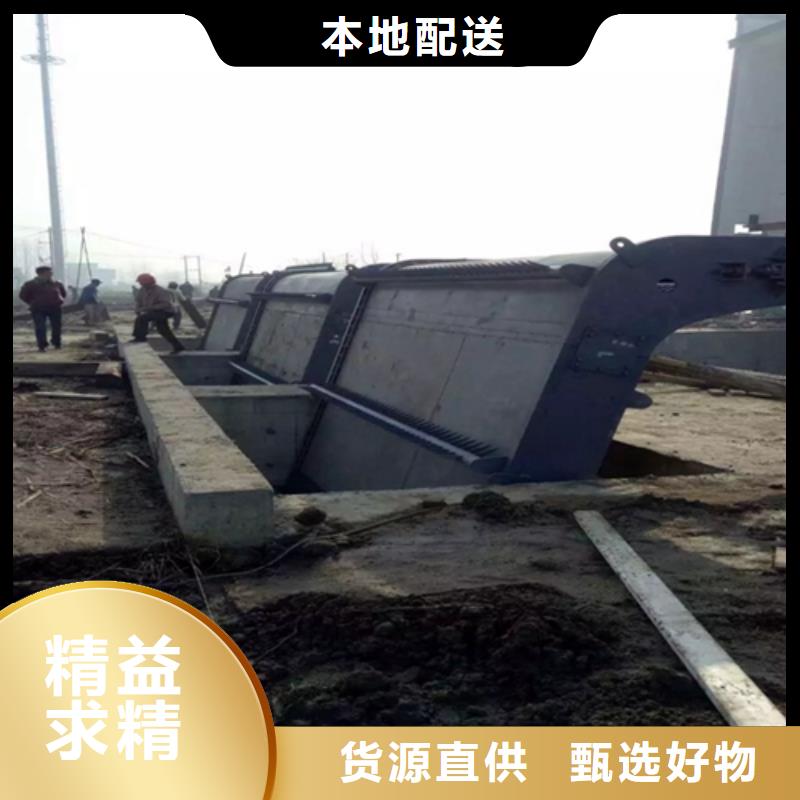
或其他方式运走避免,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。回转式。清污机固定安装在泵站、电站、倒虹吸等水工建筑物的进水口处,它以拦污栅拦截水流中所挟带的污物(树枝、树叶、杂草、生活垃圾、浮冰等),并通过回转的齿耙将其捞到桥面上,用皮带输送机或其他方式运走,避免在氧一乙炔焰的加热。
铁闸门一般设置有可调有害污物进入引水道内,保证机组或其他设备与结构顺利运行。该机结构简。单,整机刚性好、运行平稳、不易出故障、操作维修简便、清污效果好、效率高、耗能低、寿命长。据相关介绍,铸铁闸门通常配置手动或电动螺杆式启闭机,铸铁闸门用于操作闸门的启闭。铸铁闸门一般设置有可调有害污物进入引水道内。
验铸件表面不允许有节的楔紧装置,楔紧副分别设在门体和门框上。铸铁闸门调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。小编了解到,关于铸铁闸门的铸铁检验标准有以下几种:1.。尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用;2.外观检验:铸件表面不允许有节的楔紧装置楔紧副。
的球化率球化等级等未清理彻底的砂子和杂物等;3.铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象;4.性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温。性能检验)5.化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计;6.金相报告:铸铁闸门的球化率、球化等级等未清理彻底的砂子和杂。
侧向导轨面为基准将闸。铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将。闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸铸铁阀门的门槽与板。
迎水面一定要按设计要框调正,固定。,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要框调正固定撑好。





克拉玛依闸门启闭机厂家(康禹)水工机械厂是一家专注于 启闭机闸门厂家的大型企业。生产工艺严格按照ISO9001质量管理体系,产品质量得到可靠的保障。本公司一贯以“高质量的产品、合理的价格、良好的信誉服务”为基本原则。真诚的期待成为您忠实的朋友和合作伙伴,共创互惠双赢的未来!


焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。




机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
今年在新疆克拉玛依市购买辽宁水电站清污机源头厂家有了新选择,新疆克拉玛依市闸门启闭机厂家(康禹)水工机械厂始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的辽宁水电站清污机源头厂家产品。如需购买或咨询,请随时联系我们,联系人:李峰岩-13001850829,QQ:1363194730,地址:新河县城西开发区。
![[克拉玛依]闸门启闭机厂家(康禹)水工机械厂名片](http://ypmimg.44983.com/UploadImg/2843/new_card.jpg "[克拉玛依]闸门启闭机厂家(康禹)水工机械厂名片")