| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河南洛阳 |
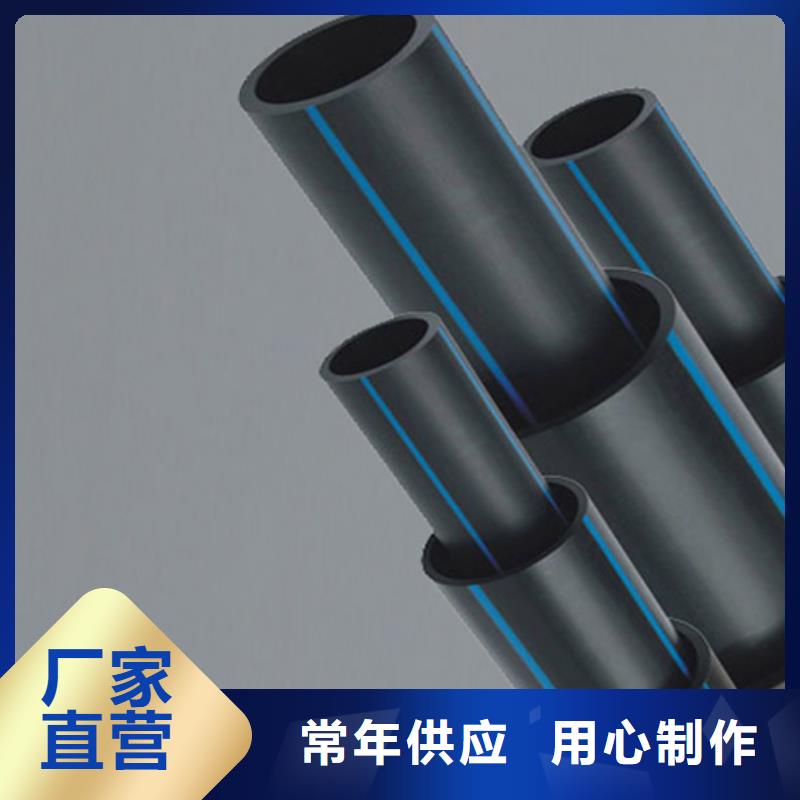
| 品名 | PE给水管 |
| 材质 | HDPE |
| 用途 | 给水管 |
| 壁厚 | 2.3-59.3mm |
| 颜色 | 黒色 |
| 公称压力 | 0.8/1.0/1.25/1.6MPa |
| 公称外径 | 16-1000mm |
| 长度 | 6m |
| 牌号 | 89 |


HDPE管道热熔连接的主要步骤如下:
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、夹紧:根据所焊制的PE管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
3、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
4、对中:两焊管段端面要正好对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
5、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
6、切换:将加热板拿开,迅速让两热融端面相粘并加压,为熔融对接质量,切换周期越短越好。
7、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
8、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边,感觉不到热为准。
9、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。




以质量求发展,把好的重庆衬胶管道交付客户

重庆衬胶管道支持多种规格定制,24小时客服








重庆中雄管业有限公司处于素有“ 衬胶管道之都”美称的重庆,优越的地理位置和便利的交通给公司的发展带来了充分的条件.技术骨干精良,实力雄厚,公司勇于创新,一直致力于 衬胶管道生产技术的革新,跑在生产技术的前沿。

![[重庆]中雄管业有限公司名片](http://ypmimg.44983.com/UploadImg/2299/new_card.jpg "[重庆]中雄管业有限公司名片")