以下是:Q345C焊管全国配送的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 100000吨 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q345 Q235等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 原色 |
|---|
| 适用领域 | 机械等 |
|---|
| 是否进口 | 否 |
|---|
Q345C焊管全国配送_江苏省常州市鹏鑫钢铁,固定电话:15106358106,移动电话:15106358106,联系人:李经理,QQ:595117986,聊城山东聊城经济开发区武夷山路发货到常州 发货到 江苏省常州市。 江苏省,常州市 常州市,别称龙城,是江苏省辖地级市,长江三角洲中心区城市,地处中国华东地区、江苏省南部、太湖西北岸,介于东经119°08'~120°12’,北纬31°09'~32°04’之间,东与无锡市相邻,西与南京市、镇江市接壤,南与无锡市、安徽省宣城市交界,全市总面积4385平方千米。截至2022年末,常州市常住人口536.62万人,全市下辖5个区,代管1个县级市。
我们的Q345C焊管全国配送产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:Q345C焊管全国配送的图文介绍


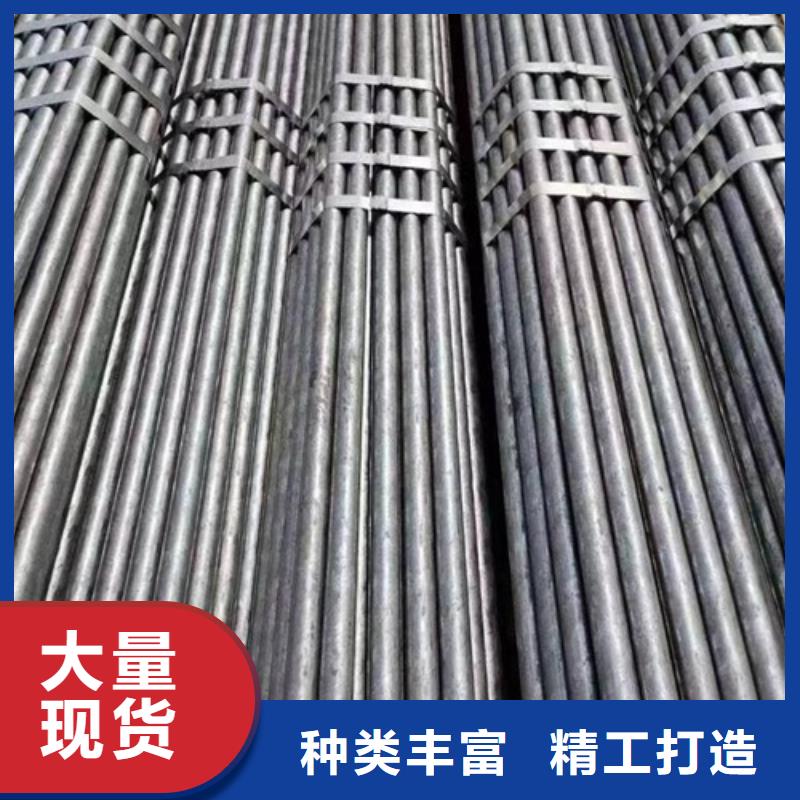
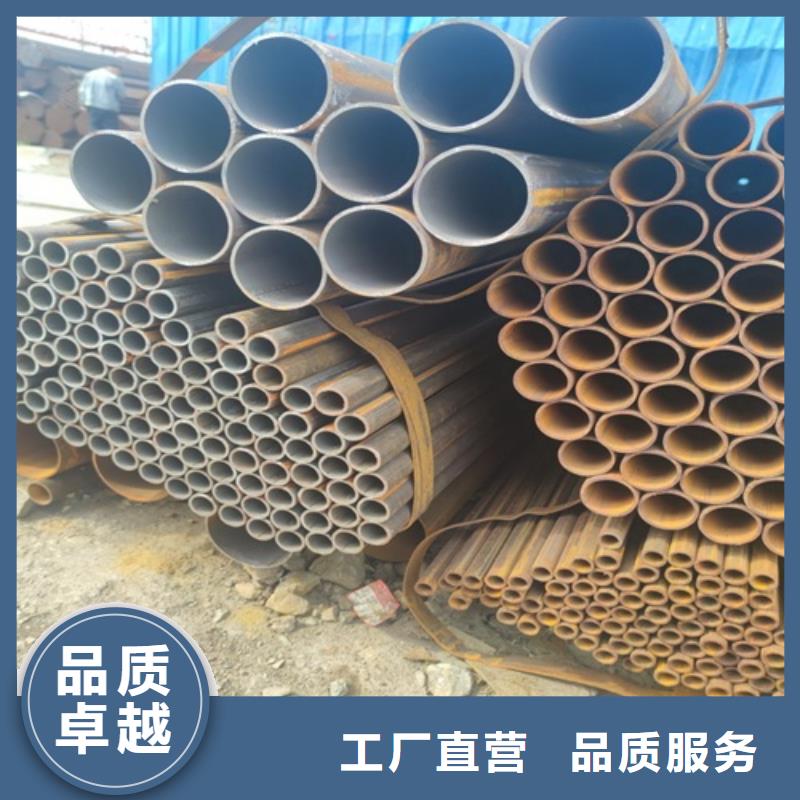
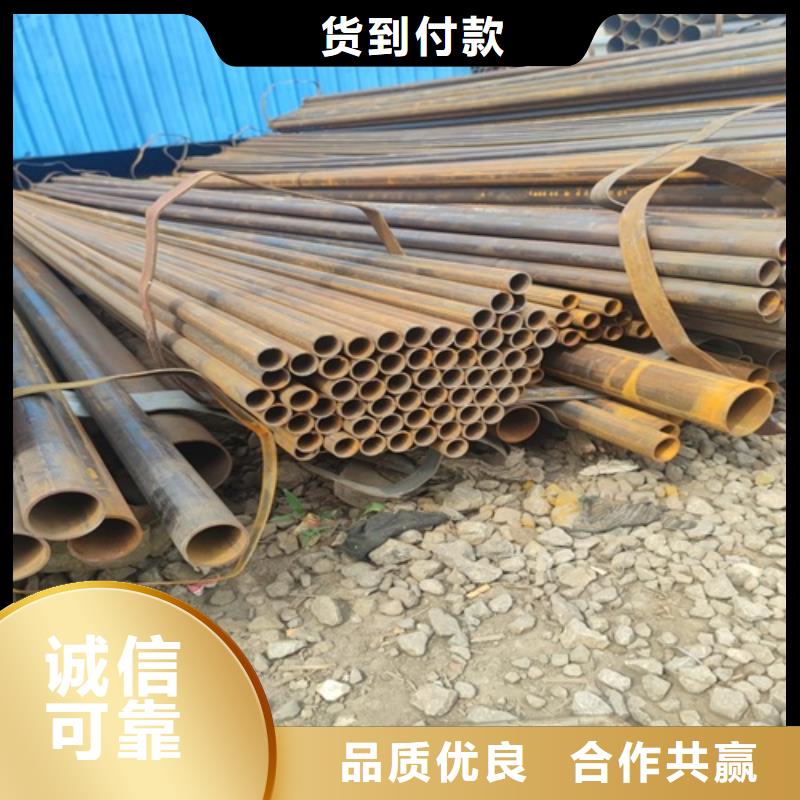
焊管就是焊接钢管的简称,是指将钢板卷曲成圆管或方管,经过焊接形成的钢管。广泛应用于水利枢纽、市政排水、自来水输送等工程。 在实际生产和应用中通常将焊管按焊接方式分为直缝焊管和螺旋焊管两种。 直缝焊管:通常为公称直径为DN15(4分管)-DN150(6寸管)的中小口径规格的焊管。直缝焊接工艺要比螺旋焊接工艺简单,焊接成本低,效率高,缺点是焊缝在同一直线上,抗压强度低,故直缝焊只适合生产中小口径的焊管使用。 螺旋焊管:通常为公称直径为DN200(8寸管)-DN600(24寸管)的大口径规格的焊管。螺旋焊接工艺可以用相同宽度的钢板生产不同管径的焊管,缺点是工艺复杂,相同长度的焊管螺旋焊焊缝比直焊缝长得多,造成生产成本高,生产效率低,故螺旋焊常用于大口径焊管的生产,同时螺旋的焊缝具有更高的抗压强度,保证了大口径焊管的抗压能力。 焊管的计量方式一般为过磅和理计两种,过磅即通过磅秤实际称重,理计则是按照理论公式计算得到重量,公式为:“米重(千克)=(外径mm-壁厚mm)*壁厚mm*0.02466”。





常州鹏鑫钢铁是集研发、生产、销售【无缝钢管厂】于一体的厂家。现公司占地面积2万余平方米,建筑面积达5万平方米,拥有国际先进的生产设备,企业通过质量管理体系认证。 坚持以【无缝钢管厂】市场需求为导向、客户满意为目标,精心设计,专注于工艺细节控制。


直缝焊管除锈保养法: 一般要求直缝焊管管件表面达到近白级(Sa2.5实践证明,于直缝焊管管件常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺。采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa2.5技术条件。当直缝焊管发生一定的锈迹时,依照一定的除锈方式和方法处理,保证直缝焊管的质量和性能,能够在不同的行业和优先域中使用,为建筑行业做出重要的贡献和作用。 直缝焊管的喷(抛)射磨料: 为了达到理想的除锈效果,应根据直缝焊管设备外表的硬度、原始锈蚀水平、要求的外表粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为4050HRC钢砂的硬度为5060HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。 直缝焊管的除锈速度: 即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1钢管的除锈速度取决于磨料的类型和磨料的排量。式中:m磨料的喷(抛)量;V磨料运行速度;m1单颗粒磨料的质量。m大小与磨料破碎率有关,破碎率大小直接影响外表处置作业的利息及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。 直缝焊管的磨料的粒径及配比: 为获得较好的均匀清洁度和粗糙度分布,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,防腐过程中防腐层易形成气泡,严重影响防腐层的性能。





焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不清除的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。
在江苏省常州市采买Q345C焊管全国配送到江苏省常州市鹏鑫钢铁,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-15106358106,QQ:595117986,地址:《山东聊城经济开发区武夷山路》。
![[常州]鹏鑫钢铁名片](http://ypmimg.44983.com/UploadImg/3542/new_card.jpg "[常州]鹏鑫钢铁名片")