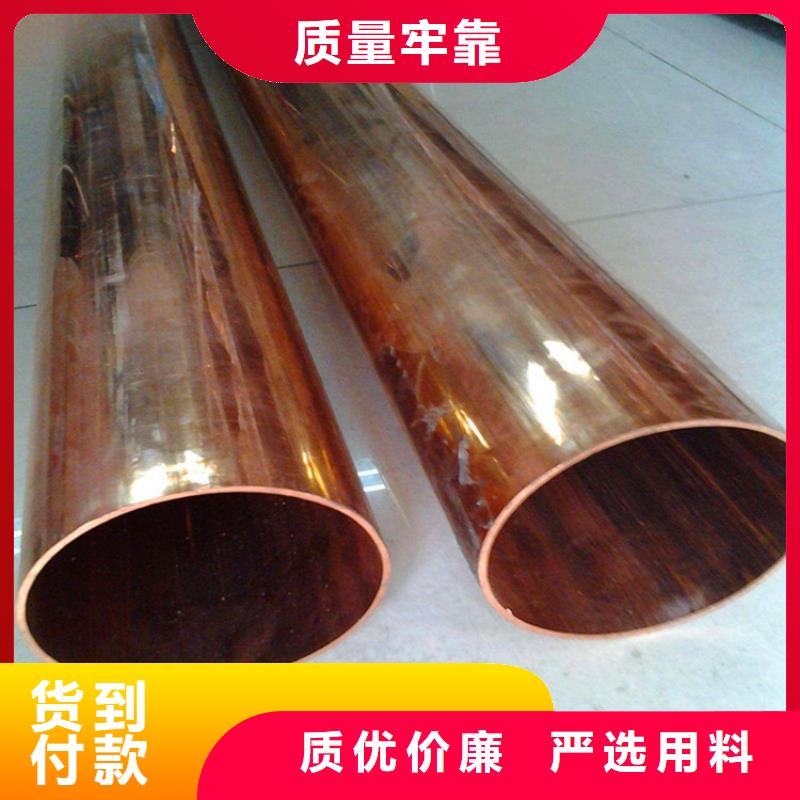
以下是:紫铜管紫铜带真正让利给买家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | T2/TP2 |
|---|
| 含铜量 | 99.98 |
|---|
| 用途 | 空调、工业、油管 |
|---|
紫铜管紫铜带真正让利给买家,浙江省温州市鑫创荣业有限公司为您提供紫铜管紫铜带真正让利给买家,联系人:马蕊,电话:0527-88266888、17768165506,QQ:2689289878,请联系浙江省温州市鑫创荣业有限公司,发货地:天津津南工业区发货到温州。 浙江省,温州市 2022年,温州市实现地区生产总值8029.8亿元,按常住人口计算,人均地区生产总值为83107元。
想知道紫铜管紫铜带真正让利给买家产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:紫铜管紫铜带真正让利给买家的图文介绍
温州鑫创荣业有限公司全面质量观念是:通过不断改进 紫铜排和缺陷预防确保顾客满意;为顾客提供好的 紫铜排产品;建立和维持一个切实有效的质量管理体系;通过内部交流,促使全体员工参与质量。同时,我们遵守国家的环境法规,遵循集团公司全球法规和标准,从而确保生产流程能够高效利用能源,与环境协调发展。

紫铜管焊接应在通风良好的场所进行,以防止铜中现象。且焊后,应用平头锤敲击焊缝,以消除应力和改善焊缝的质量。二、气焊焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝;另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了消除气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。


紫铜管TP2熔炼与铸造工艺优势:运用工频有芯感应电炉熔炼,在高温下,纯铜吸气性强,熔炼时应尽量气体来源,并运用经煅烧过的木炭作熔剂,也可用磷做脱氧剂,且浇铸过程要在或掩盖烟灰下停止;成形性能优势:其有。
熔炼与铸造工艺优势:采用反射炉熔或工频有芯感应炉熔炼;成形性能优势:有极好的冷、热加工性能,能用各种的加工工艺加工,如拉伸、压延、深冲等;焊接性能优势:易于锡焊、铜焊,也能停止气体焊、闪光焊、电子束焊和气焊。
紫铜管普遍用在换热设备当中,加之在制氧设备当中的低温管路也能够运用到紫铜管。今天,小编为大家来讲解一下关于紫铜管的工艺优势、焊接以及连接牢固度。紫铜管的工艺优势1、磷脱氧铜管。2、纯铜管。紫铜管的焊接以及如何自身的使用寿命紫铜管的焊接步骤大致上与铜管的焊接步骤是一样的,区别在于:紫铜管焊接使用的焊条是有要求的,且使用的焊条满足要求后,还需要助焊剂做辅助。




紫铜管的焊接步骤大致上与铜管的焊接步骤是一样的,区别就在于紫铜管焊接使用的焊条是有要求的,使用的焊条满足要求后,还需要助焊剂做辅助,使用的助焊剂选择是粉状的。紫铜管在焊接的时候使用的火焰需要是碳化火焰。
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。以上就是紫铜管焊接,下面介绍如何让紫铜管延长使用寿命,以紫铜管换热器为例子,一般的换热器使用时间为2个月。让紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。




紫铜管紫铜带真正让利给买家_浙江省温州市鑫创荣业有限公司,固定电话:17768165506,移动电话:0527-88266888,联系人:马蕊,QQ:2689289878,津南工业区 发货到 浙江省温州市。
![[温州]鑫创荣业有限公司名片](http://ypmimg.44983.com/UploadImg/2316/new_card.jpg "[温州]鑫创荣业有限公司名片")