以下是:紫铜止水厂家最新报价的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 按距离 |
|---|
| 是否厂家 | 是 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 材质 | 紫铜 |
|---|
| 牌号 | T2 |
|---|
| 厚度 | 1.0mm/1.2mm/1.5mm |
|---|
紫铜止水厂家最新报价,四川省遂宁市广硕橡塑制品有限公司专业从事紫铜止水厂家最新报价,联系人:李经理,电话:18331833482、18331833482,QQ:2149993629,发货地:滨湖新区北田村发货到遂宁,以下是紫铜止水厂家最新报价的详细页面。 四川省,遂宁市 遂宁市地处四川省城镇化发展主轴,是四川省战略部署建设的“六大都市区”之一,成都平原城市群重要组成部分。成渝地区双城经济圈中联动成渝的重要门户枢纽和成渝发展主轴绿色经济强市。是中国优秀旅游城市、全国双拥模范城市、全国文明城市、全球绿色城市、国家园林城市、国际花园城市、国家卫生城市、中国十佳宜居城市。
我们为您准备了紫铜止水厂家最新报价产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:紫铜止水厂家最新报价的图文介绍
科技创新是遂宁广硕橡塑制品有限公司永续发展的不竭动力,公司有着一支强大的 橡胶止水带技术科研团队,公司数个以研究生为主的 橡胶止水带项目研发团队不断取得技术上的进步。可以期待… 谢谢您,我们的朋友与伙伴,一路走来对公司的支持与鼓励!感恩的心,感谢有您! 将以更多符合社会期待的 橡胶止水带产品回报客户和社会!


其焊接顺序为:(1)加热前,先将助焊剂涂在待焊部位.(2)加热紫铜管和套管,将火焰嘴在两点间连续往返移动。不可将火焰直接遇到助焊剂。加热钢管时温度要比加热铜管时略高一些。(3)当紫铜管加热完毕,助焊剂熔化成液体时,立刻将预热过的焊条放在焊点上,焊条一开始熔化,就使火焰嘴在间往返移动,直至焊料流入两管间缝隙内。
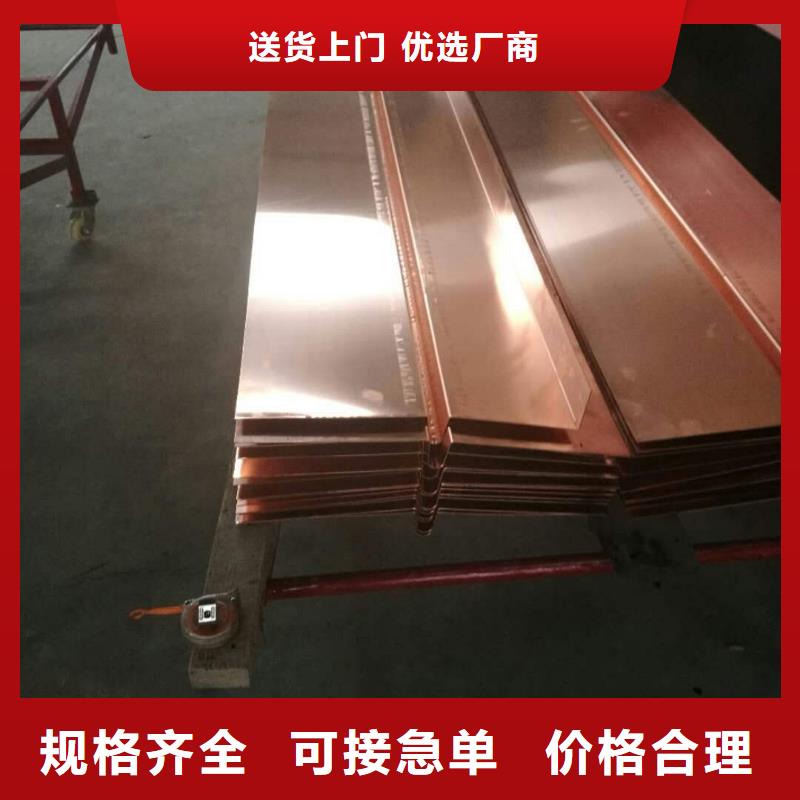
T2紫铜板有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。含降低导电、导热性杂质较少,量的氧对导电、导热和加工等性能影响不大,但易引起氢病,不宜在高温(如370℃)还原性中加工(退火、焊接等)和使用。
热加工温度900~1050℃;退火温度500~700℃;冷作硬化铜的再结晶开始温度200~300℃。我们使用铜板的时候往往因为各种各样的需求需要去对紫铜板切割加工,如果方法不对会造成很大的影响,或者直接导致不能使用。然而许多人不知道T2紫铜板怎么切割,下面就来为大家讲解一下。







气焊时,常采用左焊法,这有利于防止金属过热和晶粒长大的倾向;但是,当焊件厚度大于6mm时,则采用右焊法。右焊法能以较高的温度加热紫铜焊件,此外便于观察熔池、操作方便。10*1包塑紫铜管在焊接前,先检查设备状况,再根据焊件厚度、喷嘴孔径调节好流量、钨极伸出长度(一般在6~10mm之间)、焊接电流等参数,焊喷嘴与焊件距离约在8~15mm之间。
焊炬与焊件的角度,应便于观察熔池及添加填充焊丝。平对接焊时,焊炬与焊件间的夹角为70~80,角接焊时则为35~45。焊丝与焊件间的夹角为10~20钨极手工氩弧焊时,一般采用左向焊法。焊炬应均匀、平稳地向前做直线运动,并保持恒定的电弧长度。
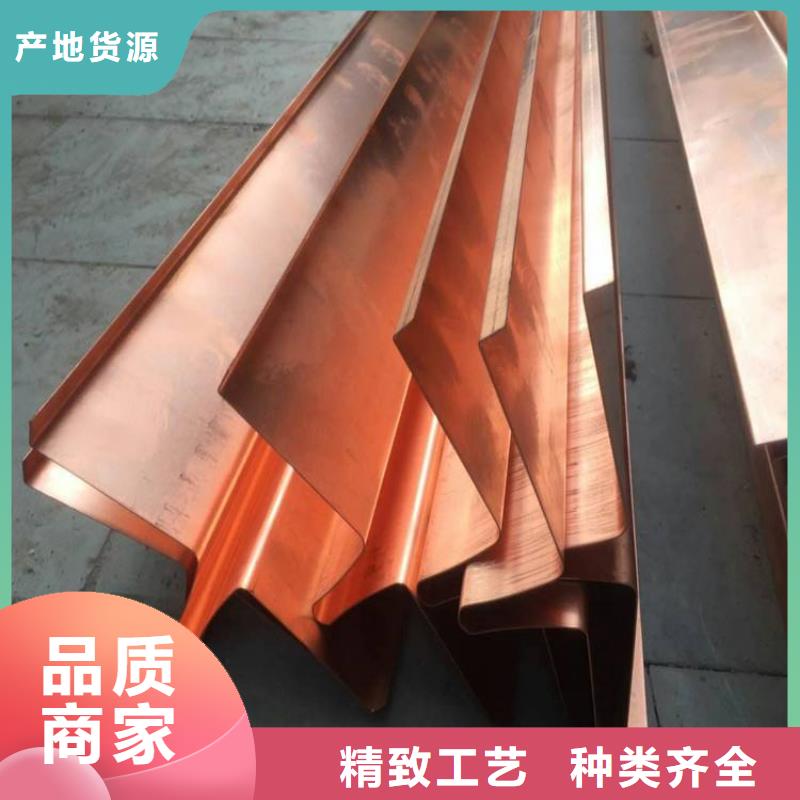
在不添加焊丝的对接焊时,弧长为1.0~2.0mm;添加焊丝的对接焊时,弧长在4~7mm之间。焊炬移动时,可作简短的停留,当达到一定的熔深后,再添加焊丝、向前移动。铜管具备坚固、耐腐蚀的特性,而成为现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。
10*1包塑紫铜管是可以改变形状的,因为铜管可以弯曲、变形,它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。铜是易连接的,铜是安全的。不渗漏、不助燃、不产生有体、耐腐蚀。重量较轻,导热性好,低温强度高。




应该说,对上引连铸、带坯水平连铸、管材串联拉伸、连续、潜流转炉、电磁搅拌、多头连铸等的发展都作出了重要贡献。但是在许多方面是在感应体、板带箔生产等方面与水平还有较大的差距。
因此,铜加工发展的总体趋势仍然是借鉴国外的经验,消化吸收国外,并进行再。在产品质量等级、成品率和生产效率、注重环境保护、节能降耗上下工夫,缩小与国外水平的差距。具体的发展方向如下:1、应当充分重视原料处理的改进。
如废旧料的分选、净化,原料的纯净度和利用率。充分重视铜金属再生的研究,充分、方便地回收利用旧家电、旧汽车等废弃物中的铜资源,降低原料成本。2、应当重视铜及铜合金感应熔炼的感应体研究,熔炼效率,降低能耗。
重视炉衬材料和筑炉的研究,进一步炉衬材料和筑炉的标准化水平,熔炉的寿命。进一步改进转炉方法,推广潜流转炉;进一步改进熔体覆盖和保护,寻找更加、环保的覆盖剂,熔体吸气和污染。进一步推广电磁辅助的应用范围。
紫铜止水厂家最新报价,四川省遂宁市广硕橡塑制品有限公司为您提供最新紫铜止水厂家最新报价产品案例,联系人:李经理,电话:18331833482、18331833482,QQ:2149993629,发货地:滨湖新区北田村。
![[遂宁]广硕橡塑制品有限公司名片](http://ypmimg.44983.com/UploadImg/2413/new_card.jpg "[遂宁]广硕橡塑制品有限公司名片")