| 产品参数 | |
|---|---|
| 产品价格 | 电议/面议 |
| 发货期限 | 电议/面议 |
| 供货总量 | 500 |
| 运费说明 | 按距离 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 型号 | 16*4 |
| 材质 | 15CrMo |
| 产地 | 山东 |
| 内径 | 34 |
| 连接方式 | 焊接式 |
| 涂层 | 黑管/不镀涂 |
| 截面形状 | 圆管 |
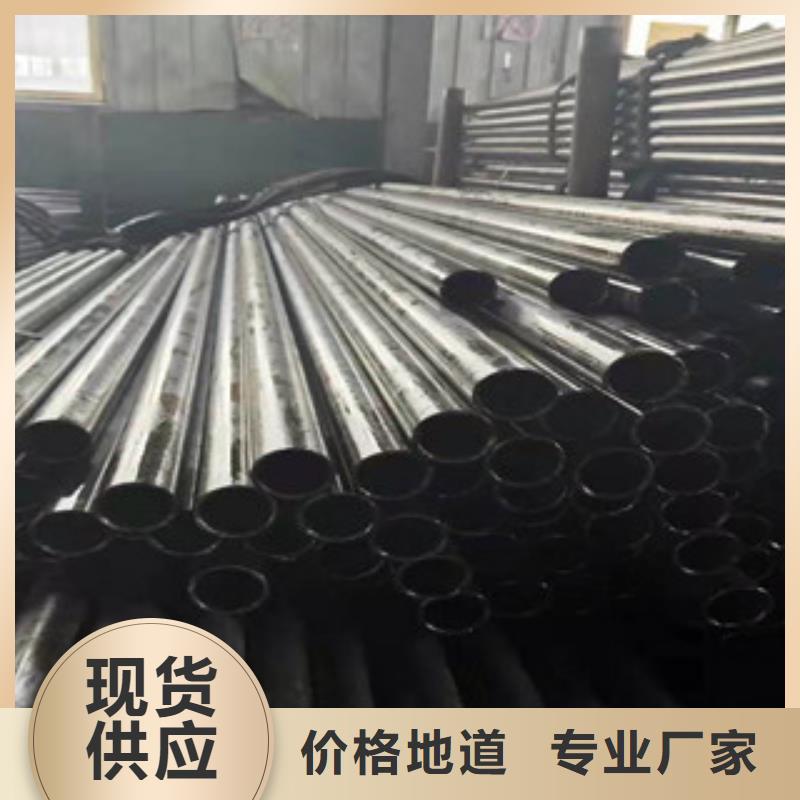
本公司坐落于将官屯工业园,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 15CrMo精密钢管,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。
45#无缝钢管-(江泰)45#无缝钢管质量过硬")
如今的45#精密钢管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.标准是经济和社会发展的重要技术基础,推进行业标准化往往会对产业革命产生意想不到的影响。以本次稽查活动为契机,一方面可以对当前钢管企业的贯标情况有个清晰的认识;另一方面也可以对新国标落实过程中企业遇到的问题有个深入了解,有助于加速钢管新国标在全行业的落实。短期来看,钢管新国标的执行会在一定程度上增加企业的生产成本,但由此钢管的寿命却大幅提高。更为重要的是,在设定了工艺“底线”后,有助于整个钢管行业工艺水平的创新和突破。
45#无缝钢管-(江泰)45#无缝钢管质量过硬")
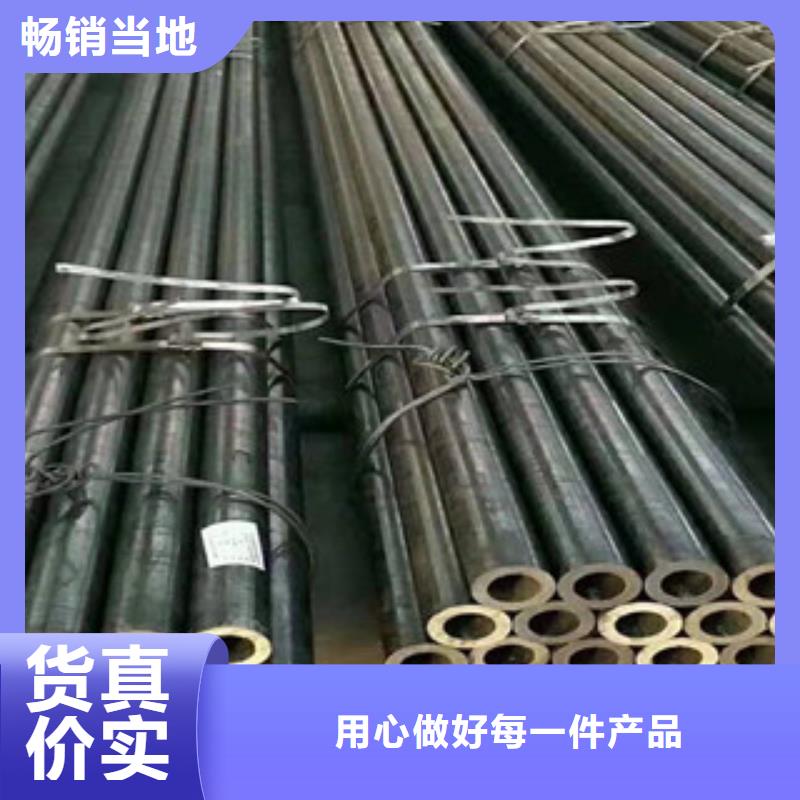
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。精密管的焊接工艺。工艺:精密管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。
45#无缝钢管-(江泰)45#无缝钢管质量过硬")
45#无缝钢管-(江泰)45#无缝钢管质量过硬")
![[花溪]江泰钢材有限公司名片](http://ypmimg.44983.com/UploadImg/2307/new_card.jpg "[花溪]江泰钢材有限公司名片")